
Soldagem
de Pinos
Prof.
Luiz Gimenes Jr. Prof. Marcos Antonio Tremonti
INTRODUÇAO
A Soldagem de pinos em inglês é designado por
stud welding, trata-se de um processo de soldagem a arco elétrico que une pinos
ou peças semelhantes por aquecimento e fusão do Metal Base e parte da ponta do
pino, seguido de imediata pressão, para melhor união e solidificação.

Energia
elétrica e força são transmitidas através de um porta-pinos num dispositivo de
elevação, e protegidos por uma cerâmica, que tem como função a proteção contra
os respingos, contaminação atmosférica, e conter o metal líquido, ver figura
abaixo: Figura 01 -
Dispositivo de elevação e posicionador

O
arco elétrico é obtido através da operação de toque e retração de pino. Depois
de um determinado tempo, onde o pino é submerso no banho de fusão. O anel de
cerâmica concentra o arco voltaico, protege contra a atmosfera e limita o banho
de fusão.
Durante
a Soldagem, o anel de cerâmica e o pino são colocados manualmente no
equipamento apropriado conhecido como pistola para Stud e o processo de solda é
executado pelos comandos existentes.
O
tempo de operação é da ordem dos milisegundos, é relativamente curto se
comparado com os processos a arco convencionais, devido o ciclo de trabalho ser
muito curto, temos uma ZTA ( Zona Termicamente Afetada ) muito estreita.
Solda-se em ciclos de
10 pinos/min. Sistemas automáticos soldam até 20 pinos/min, a Figura SW 02
ilustra a seqüência de soldagem.
Figura 02
Seqüência de soldagem

(1) O gatilho da pistola de soldagem faz com
que o pino encoste na peça a soldar, promovendo o curto circuito.
(2) Imediatamente
ocorre o arco elétrico, fundido o parte do pino e a face do metal base.
(3) Aplica-se pressão
ao pino para promover a solidificação.
(4) Retira-se o porta
pino ( pistola ), e a cerâmica.
EQUIPAMENTOS
A Pistola de soldagem
tem por finalidade segurar e movimentar o pino; contem um gatilho que libera a
corrente de Soldagem, a qual é transmitida para a ponta do pino, que é uma
espécie de encaixe, este encaixes podem ter diferentes geometria e espessuras,
compatíveis com o pino a fixar, a pistola também fornece pressão e alivio ao
sistema, através de uma mola controlada por uma válvula solenóide. As Unidades
de controle são basicamente circuitos temporizadores para aplicação do tempo de
Soldagem e tempo de pressão, que são ligadas as fontes e à pistola de soldagem,
os controladores podem ser integrados as fontes de energia ou separadas. 2
As
Fontes de Energia empregadas no processo convencional são semelhantes às usadas
para o processo eletrodo revestido, tanto geradores ou retificadores, com os
pinos ligados ao polo positivo, é recomendado utilizar fontes com potência
acima de 400 Ampères e tensões em vazio de no mínimo 70 Volts, caso haja a
exigência de correntes mais elevadas, pode-se ligar as fontes em paralelo, ou
utilizar-se de fontes desenvolvidas para goivagem a grafite, que normalmente
são projetadas para correntes de até 1600 Ampères, outra variante do processo,
utiliza-se uma fonte com descarga capacitiva, com capacitores de alta
capacidade.
Sistemas
automáticos de alimentação, para alta produção podem ser adaptados nas pistolas
através de tubos flexíveis, onde a fonte de energia para deslocamento dos pinos
do reservatório ä pistola é o ar comprimido, neste caso as cerâmicas de
proteção não são usadas, pois o diâmetro dos pinos e os tempos de soldagem são
menores.
Um
esquema de soldagem convencional é mostrado na figura abaixo:

Figura
03 equipamento de soldagem por pinos
As
fontes de descarga capacitiva, são derivadas de um banco de capacitores, o
processo segue nos mesmos parâmetros do processo convencional como na figura
abaixo:

Figura
04 - Esquema de ligação para soldagem com descarga capacitiva
APLICAÇÕES
• Caldeiraria, Fornos e Chaminés, colocação de
pinos em tubos de trocadores de calor e fixação de ancoragens para isolamento;
•
Estruturas Metálicas e em Concreto Armado, fixação de buchas e ancoramento de
concreto.
• Construção Elétrica, substitui uniões
roscadas complicadas e pequenas peças de fixação;
•
Construção Naval: Fixadores para mantas isolantes e fixadores de cabos;
•
Indústria Automobilística, por exemplo, fixação das armações, revestimentos,
parafusos e porcas.
MATERIAIS
Os pinos podem ser de aço SAE 1030, em aço
baixa liga com Cr Mo; pino de aço inox com alta liga; pinos de alumínio 99,5 em
ligas de alumínio (proteção da poça de soldagem com gás argônio é necessário).
É possível solda dissimilar, geralmente com pinos de aço inoxidável para
ancoragem de refratário para válvulas siderúrgicas.
TECNOLOGIA DO PROCESSO
Pinos
especiais podem ser feitos com um ressalto em sua extremidade para facilitar a
ignição do arco, neste processo, as dimensões da ponta do pino determinam o
processo de solda.
Por
meio de uma descarga de condensadores (corrente de até 8000 Ampères) surge
imediatamente (dentro de 0,5 até 4 ms).
Ele
é apropriado para pequenos esforços mecânicos, em chapas finas ou com
revestimento de material sintético de um lado
Também
são feitos pinos com dimensões maiores com pontas em alumínio, para melhor
qualidade da solda, pois o alumínio tem a função de desoxidar o banho de fusão,
indicado principalmente para chapas com oxidações e sujeiras, onde o esmerilhamento
ou escovamento das áreas é de difícil acesso, como por exemplo, em soldas de
campo.
Na
soldagem convencional, as superfícies que estão em contato com o pino, devem
estar isentas de:
• Óleo
•
Umidade
•
Sujeira
•
Carepa
O
pino não poderá ser soldado sobre superfícies pintadas e zincadas. As
superfícies devem ser limpas pelos métodos:
•
Escovamento
• Lixamento
•
Decapagem
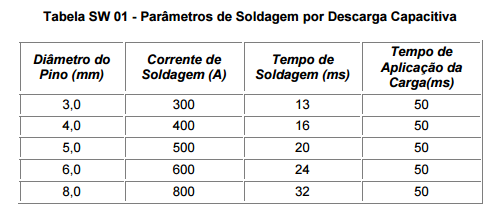
Tabela
SW 01 - Parâmetros de Soldagem por Descarga Capacitiva
CONTROLE
DE QUALIDADE PARA PINOS SOLDADORES NORMA AWS D1.1
Enumeramos
os principais itens para os testes de aceitação para pinos soldados.
O acabamento final do pino soldado deve ser uniforme e isentos de :
• Sobreposição excessiva
• Trincas
•
Desalinhamento
•
Torção
A propriedade mecânica do pino através do
ensaio de tração é opcional, devendo em caso positivo, ser realizado com a
seção integral do pino, como o dispositivo de teste da figura abaixo:

Figura
05 - Dispositivo de teste de tração
As
superfícies a serem soldadas e a cerâmica, devem estar isentas de umidade:
•
Seca-las a 120ºC / 2 Horas
CONTROLE DE PRODUÇÃO
Antes
de uma série de peças a serem soldadas na produção, realizar teste:
1.
Soldar 2 pinos
2.
Inspeção visual de 360ºC
3. Utilizar sempre chapa de teste
4. Pinos frios
5.
Dobrá-los 30º com reação ao eixo principal

Figura
06 - Teste de Dobramento do pino
Método:
•
Martelamento
•
Tubo
•
Visual
•
Não pode ocorrer falhas
Estando
em conformidade com as exigência já citadas anteriormente, liberar para
produção.
O
operador poderá ser qualificado de acordo com o teste de produção.
CRITÉRIO DE ACEITAÇÃO DE ENSAIO VISUAL

A)
Satisfatório
B)
Pouca retração do pino
C)
Retirada rápida da pistola
D)
Falta de alinhamento
E)
Baixa corrente
F) Alta corrente
BIBLIOGRAFIA
Cursos de Especialização para Engenheiros de
Soldagem
Processos Especiais, 1995
Luiz
Gimenes Jr. e Marcos Antonio Tremonti
AWS
Welding Handbook Vol 2 Welding Process 1991 AWS D1.1-80 Stud Welding item 7.1 a
7.8
Nenhum comentário:
Postar um comentário